[전문가 기고_한용해] 호중구감소증 치료제 개발 현황
호중구감소증 치료제 개발 현황
엔지켐생명과학 한용해
서론
항암치료 과정에서 수시로 발생하는 호중구감소증은 암환자들이 반드시 극복해야 할 심각한 증상이다. 호중구감소증에 대한 의료적 수요는 매우 커서 이를 해결하기 위한 치료제들이 속속 개발되어 큰 시장을 형성하기에 이르렀다. 오리지널 약물들의 특허가 만료됨에 따라 바이오시밀러 제품들이 경쟁적으로 출시 및 개발되고 있지만 현재의 치료제들은 근본적인 한계를 지닌 채 사용되고 있다. 현재의 치료제들의 미흡함을 극복하거나 보완하기 위해 새로운 작용기전을 지닌 약물들을 개발하기 위한 노력들도 이루어 지고 있다. 호중구감소증 치료제 시장과 새로운 치료제 개발현황을 정리해 본다.
본론
호중구 및 호중구감소증
사람 백혈구의 50-70%를 차지하는 호중구는 체내로 침입하는 바이러스, 곰팡이, 세균 등을 탐식하고 사멸시키는 세포로서 미생물의 조직 침입에 대항하는 1차적인 방어를 담당한다. 호중구는 골수에서 생성되어 말초혈액으로 방출되며, 높은 운동성과 탐식능을 갖고 있어서 침입해 온 미생물을 소화, 살균, 분해한다. 만약, 호중구 수가 감소하면 그만큼 감염의 위험성이 증가한 것이므로 즉각적인 의료적 조치가 필요하다.
항암제나 방사선 등의 항암 치료는 골수기능을 저하시키고 그 결과로 호중구의 생성을 낮추어 환자들은 호중구감소증 (neutropenia)을 겪게 된다. 골수기능의 저하와 더불어, 항암제 투여는 국소적으로 염증반응을 유도하게 되고 이로 인해 cytokine 및 chemokine의 분비가 촉진되어 혈액중의 호중구가 혈관밖으로 과도하게 유출되는 현상 (extravasation)이 발생한다. 골수기능 억제와 호중구의 과도한 이탈은 모두 혈액 중에 호중구가 고갈되는 현상을 낳게 된다. 이처럼 항암제로 인해 호중구가 감소하는 현상을 Chemotherapy-Induced Neutropenia (CIN)이라고 부른다.
건강한 사람의 호중구 수치 (Absolute Neutrophil Count, ANC)는 대략 2,000-8,000/mm3이며 호중구 수치가 낮아질수록 감염 가능성이 비례적으로 증가하는데, 각 호중구 수치에 따라 단계적으로 호중구감소증의 위험성을 분류하고 있다 (표1). 특히, 호중구 수가 500/mm3 미만일 경우 (grade 4), 감염으로 인한 위험성이 극도로 높아지므로 응급조치가 필요하다.
항암제 투여를 받은 후, 심각한 호중구감소증 (grade 3-4)이 나타날 경우, 환자의 상태에 따라 항암제 투여를 중단하고 호중구 수치가 정상으로 회복될 때까지 기다리거나 아니면 항암제의 용량을 감량하여 항암요법을 계속 하게 된다. 이처럼, 항암제 투여를 중단하거나 항암제 용량을 줄일 경우, 그 만큼 항암 치료효과가 반감되어 환자들은 최적의 항암치료를 받을 수 있는 기회를 놓치게 된다.
표1. 호중구감소증의 등급 분류 (NCI CTC version. 4.0)
Grade
ANC (numbers in mm3)
Neutropenia
1
1,500 ≤ ANC <2,000
-
2
1,000 ≤ ANC <1,500
Mild
3
500 ≤ ANC <1,000
Moderate
4
ANC < 500
Severe
발열성 호중구감소증
Grade 4의 호중구감소증이면서 열이 동반될 때는 발열성 호중구감소증 (febrile neutropenia)이라고 한다. 발열성 호중구감소증의 정의는 기관마다 다를 수 있다. 예를 들어, National Comprehensive Cancer Network (NCCN)은 체온이 38.3°C를 넘거나 1시간 이상 38.0°C를 초과한 상태에서, ANC가 500/mm3 미만이거나 현재는 1,000/mm3 미만이지만 48시간 내에 500/mm3 미만이 예상될 경우로 정의한다. European Society of Medical Oncology에서는 체온이 1시간 이상 38.5°C 넘게 상승되어 있으며 ANC가 500/mm3 미만인 경우로 정의한다.
중증 호중구감소증에 동반된 발열, 즉 발열성 호중구감소증은 암 환자에게 응급상황이다. 이처럼 충분한 수준의 호중구가 없는 환자들은 감염에 대해 제대로 대응을 못 할 수 있으므로 사망할 수 있다. 이들 환자들은 입원후 적극적인 치료를 받는다 하더라도 사망률이 7-10%에 이를 정도로 매우 위험하다 (1). 게다가, 입원후 치료과정에서 발생하는 의료비용도 환자에게는 큰 부담이 되는데, 미국의 경우 1회 치료비용이 약 $20,000 정도가 된다고 한다 (1).
호중구감소증의 발생 빈도
일반적으로 호중구감소증은 거의 모든 항암제 투여후 발생한다. 그 발생빈도를 분석한 연구에 따르면, 2,962명의 유방암, 폐암, 직장암, 림프종, 난소암 환자들이 3 cycle의 항암치료를 받는 동안 29.3%의 암환자에서 발열성 호중구감소증 또는 심각한 (grade 4) 호중구감소증가 발생하였다 (2). 이들 환자중에서 발열성 호중구감소증만 발생한 비율은 전체 환자의 10.7%이었다. 그리고, 발열성 호중구감소증은 종양 유형과 상관없이 화학요법의 첫 번째 cycle에서 주로 발생하였다.
또한, 발열성 호중구감소증만의 발생률에 대해서 조사한 또 다른 통계에 따르면, 항암치료를 받은 solid tumor 또는 non-Hodgkin’s lymphoma 환자 2,131명중에서 401명 (18.8%)의 환자가 발열성 호중구감소증을 일으켰다 (3). 이처럼 호중구감소증은 항암치료를 받는 과정에서 빈발하여 항암제의 용량 감량 및 치료 지연을 초래하여 치료에 중대한 차질을 빚는 증상이므로 미리 예방하거나 발생 즉시 적절히 치료되어야 한다.
호중구감소증의 치료
항암제 투여후 호중구 수치가 낮은 환자는 항생제 또는 항진균제로 감염에 대처한다. 이와 병행하여 과립구 (granulocyte) 생산을 자극하여 호중구 수를 증진시키는 약물인 granulocyte macrophage-colony stimulating factor (GM-CSF) 또는 granulocyte-colony stimulating factor (G-CSF)을 사용한다. 특히, G-CSF제제 (filgrastim, lenograstim, pegfilgrastim)를 사용하여 발열성 호중구감소증을 예방 또는 치료하는 방법이 보편적이다. Filgrastim은 내인성 human G-CSF와 서열이 동일한 175개의 아미노산 단백질로서 분자량은 약 18,000 Da이며, pegfilgrastim는 20 KDa의 polyethylene glycol (PEG) 분자 하나를 filgrastim에 결합시켜 분자량이 대폭 커진 (약 39,000 Da) 변형단백질이다. Filgrastim이 1일 1회 투여하는 것에 비해, pegfilgrastim는 pegylation의 결과로, 반감기와 작용기간이 길어져 화학요법 주기당 1회씩 투여하는 것이 원칙이다. G-CSF 제품중에서는 Amgen사의 Neupogen® (filgrastim)과 Neulasta® (pegfilgrastim)과 대표적이다.
표2. G-CSF와 GM-CSF 오리지널 제품 현황
Class
Brand
Company
Molecule
Launch Date
G-CSFs
Neupogen
Amgen
Filgrastim
1991
Neulasta
Amgen
Pegfilgrastim
2002
Granocyte
Kyowa Hakko Kirin
Filgrastim
1991 (Japan)
Neu-up
Kyowa Hakko Kirin
Natograstim
1994 (Japan)
Neutrogin/Granocyte
Chugai
Lenograstim
1991 (Japan)
1994 (Europe)
Lonquex
Teva
Lipegfilgrastim
2014
GM-CSFs
Leukine
Genzyme
Sargramostim
1991
Leucomax
Novartis
Molgramostim
1991
G-CSF 제품의 주된 적응증은 화학요법으로 치료를 받는 환자의 호중구감소증 기간을 단축하고 발열성 호중구감소증 발생률을 낮추는 것이다. 최근에는 발생한 호중구감소증을 치료하려는 목적으로 filgrastim을 사용하는 것에 그치지 않고, 앞으로 발생할 호중구감소증에 대비하여 미리 예방하려는 목적으로 pegfilgrastim을 투여하는 것이 크게 증가하고 있다. 실제로, 미국 National Comprehensive Cancer Network (NCCN)과 American Society of Clinical Oncology (ASCO)에서는 호중구감소증 발생 위험 정도에 따라 G-CSF제제를 예방적으로 사용하기를 권고한다. 즉, 환자의 암종별 또는 화학요법별 발열성 호중구감소증 발생률을 20% 이상, 10-20%, 10% 미만으로 분류해 놓고 발생률이 20% 이상일 때는 반드시 G-CSF제제를 사용하도록 권고하고 있으며 발생률이 10-20%일 때는 사용 여부를 검토하도록 하고 있다.
호중구감소증 치료제 시장
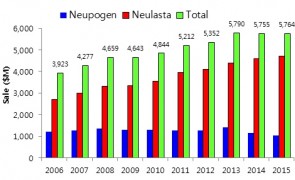
항암치료에 의한 호중구감소증 치료제 시장은 주로 G-CSF 제품군으로 형성되어 있으며 전체시장 규모는 대략 $6,500M (약 7조원)에 이르고 있다. 시판중인 G-CSF 제품중에서는 Amgen사의 Neupogen®와 Neulasta®가 단연 시장을 주도하고 있으며 이들 두 품목이 전체 시장의 약 90%을 차지하고 있다 (2014년 기준). Amgen사의 2 제품중 Neulasta®가 Neupogen®에 비해 4배 이상의 매출액을 보이고 있으며 두 제품의 매출액 추이는 최근 들어 정체현상을 보이고 있다 (그림1). 매출이 더 증가하지 않는 이유는 새로이 시장에 진입한 Biosimilar 제품들과의 경쟁에서 비롯된 것으로 보인다.
그림1. Amgen사 G-CSF 제품의 연간 매출액 추이
국가별 G-CSF 제품 시장은 미국이 가장 크다. Neulasta®와 Neupogen®의 경우 최근 3년간 (2013-2015) 글로벌 매출의 약 80%가 미국에서만 이루어졌으며 유럽, LACAN(Latin America, Canada, Australia, New Zealand) 순으로 매출분포를 보이고 있다. 최근 Neulasta®와 Neupogen®의 특허가 소멸됨에 따라 바이오시밀러 제품들이 미국을 비롯한 세계 각국에서 속속 승인을 받고 있다. 2016년 현재, 대략 32개의 제품이 글로벌시장 또는 로컬시장에서 판매되고 있는 것으로 파악되고 있다 (표3).
일반적으로 저분자 합성신약의 경우 제네릭이 등장하면 오리지널 제품들의 가격이 폭락하는 것에 반해, 바이오의약품의 경우 바이오시밀러 제품들이 등장하더라도 오리지널 제품들의 매출은 크게 위축되지 않는 경향을 보이고 있다. 이는 합성신약과 달리, 바이오시밀러 제품은 그 제조원가가 워낙 높아서 오리지널 제품과 가격차이를 낳을 여지가 적기 때문이다. 일반적으로 유럽과 미국에서 바이오시밀러 제품의 약값은 오리지널 제품 약값의 약 75% 정도에서 형성되고 있다 (4). Pilgrastim의 바이오시밀러인 Sandoz의 Zarxio®의 경우에는 Neupogen® 가격의 85% 값으로 미국에서 판매되고 있다.
바이오시밀러의 등장은 새로이 시장을 키우는 효과도 가져오게 된다. 즉, 고가의 오리지널 바이오의약품에 비해 환자들이 할인된 가격으로 제품을 사용할 수 있으므로 그 만큼 환자의 부담이 낮아져 적극적인 제품 사용을 유도하여 새로운 수요가 창출되기 때문이다. 이는 G-CSF 제품 시장에도 그대로 적용되어, 다소 저렴한 바이오시밀러가 출시됨에 따라 수요도 증가하여 G-CSF 제품의 글로벌시장 규모는 크게 바뀌지 않을 것으로 전망된다.
그리고, 현재의 호중구감소증 치료제 시장은 G-CSF 제품으로 형성되어 있지만, G-CSF 제품들이 충족시키지 못 하는 의료적 수요를 감안하면 미래의 호중구감소증 치료제 시장은 더욱 늘어날 여지가 많다. 즉, G-CSF 제품들은 발열성 호중구감소증 위주로 사용되고 있고 열이 수반되지 않는 호중구감소증 (Afebrile Neutropenia)인 경우에는 적극적인 사용이 이루어 지지 않고 있다. 이들 환자들은 G-CSF 사용 대신, 호중구 수치가 자연적으로 회복될 때까지 기다리거나 항암제의 용량을 줄여서 투여하는 방법으로 대처하고 있는 실정이다. 통계에 따르면, 비열성 호중구감소증은 발열성 호중구감소증에 비해 대략 2-3배 정도 발생하고 있다 (5). 따라서, 비열성 호중구감소증 환자들에게도 제한없이 사용할 수 있고 G-CSF를 적용하지 못 하는 경우 (후술함) 에도 적용할 수 있는 새로운 치료제가 개발된다면 전체 호중구감소증 치료제 시장은 더욱 늘어날 것으로 전망된다.
표3. 시판중인 G-CSF Biosimilar 및 Biobetter 제품 목록 (Data source: Pharmacircle)
Molecule
Product
Company
Country/Region
filgrastim
Biograstim
CT Arzneimittel GmbH
Europe
filgrastim
Colostim
Zydus Cadila
India
filgrastim
Emgrast
Gennova
India
filgrastim
Filgrastim BS
Mochida Pharmaceutical
Japan
filgrastim
Filgrastim PFS
Helvetic BioPharma
Europe
filgrastim
Filgrastim BS
Fuji Pharmaceutical
Japan
filgrastim
Frastim PFS
RPG Life Sciences
India
filgrastim
GCSF PFS
Shenzhen Kexing Biotech
China
filgrastim
GeSysin
North China Pharm Group
China
filgrastim
Grafeel
Dr. Reddy's Laboratories
Brazil, India
filgrastim
ior LeukoCIM
Center Mol. Immunology
Cuba, Brazil
filgrastim
Jilifen
Hangzhou Jiuyuan
China
filgrastim
Leukokine
CJ HealthCare
Korea
filgrastim
Lupifil
Lupin Ltd.
India
filgrastim
Neutromax
Biosidus S.A.
Latin Americas, Asia, Africa
filgrastim
SciLocyte
SciGen Ltd.
Philippines
filgrastim
Te'erjin
Xiamen Amoytop Biotech
China
filgrastim
WHITE-C
Shandong Kexing
China
filgrastim
Zarxio
Sandoz
USA, Europe, Japan, Australia
filgrastim
Nufil Injection
Biocon Limited
India
filgrastim
ReliGrast
Reliance Life Sciences
Europe, India,
filgrastim
TevaGrastim
RatioPharm GmbH
USA, Europe, Japan,
filgrastim
Neukine
Intas
USA, Europe, India
filgrastim
Filgrastim Hexal
Hexal AG
USA, Europe
filgrastim
Nufil Safe
Biocon Limited
USA, Europe, Canada, India
pegteograstim
Neulapeg
Green Cross
Korea
pegfilgrastim
Lupifil-P
Lupin
India
pegfilgrastim
Pegex
Gennova
India
tripegfilgrastim
Dulastin
Dong-A ST
Korea
pegfilgrastim
PEG-filgrastim
Helvetic
Europe
pegfilgrastim
Peg-grafeel
Dr. Reddy's Lab
India
pegfilgrastim
Pegstim
Zydus Cadila
India
pegfilgrastim
Neupeg
Intas
USA, Canada, India,
G-CSF의 문제점
먼저, 약효가 충분하지 않은 것이 문제이다. 호중구감소증을 예방하기 위해 G-CSF를 미리 투여하여도 호중구감소증 발생률을 절반 정도 밖에 낮추지 못 한다. 199명의 폐암환자를 대상으로 한 연구 (6)에서 doxorubicin 및 cyclophosphamide 투여로 인해 생기는 발열성 호중구감소증이 placebo 그룹에서 57%의 환자에서 발생한 것을 G-CSF 투여에 의해 28%로 낮추는 정도밖에 효과를 나타내지 않았다. 또한, grade 4 호중구감소증의 경우, placebo 그룹의 환자 98%에서 발생하였을 때 G-CSF 투여군에서도 무려 84%의 환자에서 발생할 정도로 G-CSF의 약효는 제한적이다.
부작용으로서, G-CSF 투여후 많은 환자들이 (25-50%) 뼈 통증을 호소하고 있다. 드물게는 비장파열의 위험성이 있으며 아나필락시스, 피부 발진, 소양증, 혈관부종, 호흡곤란, 저혈압, 주사부위 반응, 홍반 및 홍조 등의 알러지성 반응도 보고된 바 있다.
G-CSF 제품들은 피하로 주사하는 약물이므로 사용하기 불편하거나 환자들의 거부감이 있을 수 있다. 게다가, 독성의 우려 때문에, 항암제가 투여되고 반드시 24시간이 지난 후에야 G-CSF를 투여하는 것도 환자들에게 불편을 초래하고 있다. 즉, G-CSF 주사를 맞기 위해 퇴원후 다시 병원을 찾아야 하는 번거로움이 발생한다. Amgen사의 조사에 따르면, 미국의 경우 암환자들이 G-CSF 1회 주사를 위해 병원을 방문하는 데만 평균 103분의 시간을 허비하고 이를 위해 $106의 비용을 들인다고 한다 (7).
G-CSF 투여를 제한하는 환자군이 많은 것도 문제가 된다. G-CSF가 골수세포의 성장을 촉진하므로 급성 골수성 백혈병 환자군에서는 신중하게 사용하여야 하고 골수이형성 증후군, 만성 골수성 백혈병 환자 및 이차성 급성 골수성 백혈병(AML) 환자들에게는 이 약물을 사용하지 말아야 한다 (8). 또, 화학요법과 방사선요법을 병행하는 환자들은 G-CSF 투여하는 것이 금지되어 있다. 또, 매주 항암제를 맞는 환자들은 G-CSF 사용하지 않는 것이 원칙이다 (8).
최근의 여러 연구결과들은 G-CSF 투여에 의해 암의 성장이 촉진되는 것을 보여주고 있다 (9). 암 치료를 받아야 하는 환자들이 항암치료 과정에서 부득이 사용하는 G-CSF가 암을 오히려 조장한다는 것은 아이러니가 아닐 수 없다. 대안 치료제가 없는 상황에서 관행에 의해 G-CSF 투여가 광범위하게 이루어지고 있지만 growth factor인 G-CSF가 암을 유발 및 촉진한다는 사실은 향후 G-CSF 시장의 위험요소가 되고 있다. 이는 FDA가 growth factor인 erythropoietin을 암환자들에게 사용하지 못 하도록 한 점에서도 확인된다.
가격이 비싼 것도 흠이다. 미국내 시판가격을 보면 1회 용량 기준으로 Neupogen®이 약 $350, Neulasta®은 약 $5,000에 이르고 있다. 이처럼 높은 가격은 후발약물들을 개발하는 회사들에게는 좋은 기회가 되는 측면이 있다.
호중구감소증 치료제 개발 현황
현재 호중구감소증 치료제로 개발되는 약물은 G-CSF의 바이오시밀러 제품들이 대부분이다. 앞서 언급하였듯이, 이미 세계 각국에서 시판중인 약물만 해도 32 제품에 이르고 있고, 초기단계에서 개발중인 바이오시밀러 또는 바이오베터를 포함하면 대략 100 여종에 달하고 있다. 그러나, 이들 제품들은 모두 재조합 단백질 의약품으로서 G-CSF 오리지널 약품이 갖고 있는 문제점 (미흡한 약효, 부작용, 주사제로 투여, 사용상의 제한, 암의 성장 촉진, 높은 가격 등)을 지닌 채로 개발되기 때문에 여전히 한계를 갖고 있다.
따라서, 주사제인 G-CSF 제품과 달리 경구로 투여할 수 있는 신약이 개발될 경우 환자들이 얻게 되는 혜택은 매우 클 것으로 보인다. 복용이 편리한 점 외에도, 경구로 흡수가 가능한 저분자 합성물질인 경우 제조경비가 저렴하여 기존의 G-CSF 제품에 비해 약가를 낮출 수 있는 장점이 있기 때문이다. 표4는 현재 경구용 호중구감소증 치료제로 개발되고 있는 약물들을 보여 주고 있다.
표4. 개발중인 경구용 호중구감소증 치료제 현황 (Data source: Pharmacircle)
Molecule
Company
MOA
Development stage
LGD-7455
Ligand Pharmaceuticals
GCSF-Receptor Agonist
Pre Clinical On Hold
Tamibarotene
TMRC
Retinoic acid receptor antagonist
Pre Clinical
WBI-2100
Welichem Biotech
Angiogenesis inhibitor
Pre Clinical
IRX4310
Io Therapeutics
Retinoic acid receptor antagonist
Phase 1
PBI-1402
ProMetic Life Sciences
CSF stimulants
Phase 1
EC-18
Enzychem Lifesciences
Neutrophil migration modulator
Phase 1 Completed
Myelo001
Myelo Therapeutics
Granulocyte stimulants
Phase 2
이들 중에는 G-CSF와 다른 작용기전을 갖는 약물도 포함되어 있는데, 이들은 G-CSF와의 병용 투여로 인해 G-CSF의 미흡한 약효를 보완해 줄 수 있어서 치료효과를 극대화 할 수 있는 장점을 지니고 있다. 실제로 EC-18의 경우, G-CSF와 병용투여한 동물실험에서 약효를 더 증가시키는 점이 발견되었다 (10). 이는 G-CSF가 골수를 자극하여 호중구 생성을 촉진하는 것에 더하여, EC-18이 항암제로 인해 호중구가 과도하게 이탈하는 것을 억제하였기 때문이다. 이처럼 새로운 저분자 약물들은, 부작용 및 사용제한을 갖고 있는 G-CSF 제품들에 비해, 새로운 작용기전을 갖는 약물로서 뚜렷한 약효가 확인되고 있어 G-CSF 제품을 대체할 수 있는 가능성도 충분히 예견되고 있다.
결론
항암제 투여로 인하여 불가피 하게 발생하는 호중구감소증은 항암치료를 중단시키는 등 효과적인 치료에 심각한 차질을 일으켜 암환자들을 더욱 위험한 상황에 빠뜨린다. 호중구감소증 치료제로서 임상현장에서 광범위하게 사용되고 있는 G-CSF 제품들은 약효가 미흡하고 제한적으로 사용해야 하는 문제를 지니고 있음에도 환자들의 불편 및 희생을 초래하면서 관행적으로 사용되고 있다. 새로운 작용기전에 입각한 경구용 치료제는 호중구감소증의 대안 치료제가 될 수 있으며 단독으로 사용하든 G-CSF와 함께 사용하든 큰 성공을 거둘만한 시장환경이 충분히 조성되어 있다. 이미 Red Ocean화 되어 있는 G-CSF 바이오시밀러 시장과 달리 경구용 호중구감소증 치료제는 큰 미래 가치를 Blue Ocean으로서 기대를 모으고 있다.
참고문헌
1. Kuderer NM, Dale DC, Crawford J, Cosler LE, Lyman GH. Mortality, morbidity, and cost associated with febrile neutropenia in adult cancer patients. Cancer. 106:2258-2266, 2006
2. Crawford J, Dale DC, Kuderer NM, Culakova E, Poniewierski MS, Wolff D, Lyman GH. Risk and timing of neutropenic events in adult cancer patients receiving chemotherapy: the results of a prospective nationwide study of oncology practice. J Natl Compr Canc Netw. 6:109-118, 2008
3. Weycker D, Barron R, Kartashov A, Legg J, Lyman GH. Incidence, treatment, and consequences of chemotherapy-induced febrile neutropenia in the inpatient and outpatient settings. .Journal of Oncology Pharmacy Practice 20(3):190-8, 2013
4. Joseph P Fuhr, Amitabh Chandra, John Romley, Tiffany Shih, Suepattra G May, Jacqueline Vanderpuye-Orgle. Product naming, pricing, and market uptake of biosimilarsGenerics and Biosimilars Initiative Journal (GaBI Journal). 4(2):64-71, 2015
5. Crawford J, Dale DC, Kuderer NM, et al. Risk and timing of neutropenic events in adult cancer patients receiving chemotherapy: the results of a prospective nationwide study of oncology practice. J Natl Compr Canc Netw. 6:109-118, 2008
6. Crawford J, Ozer H, Stoller R, et al. Reduction by granulocyte colony-stimulating factor of fever and neutropenia induced by chemotherapy in patients with small-cell lung cancer. New England Journal of Medicine 325:164-170, 1991
7. Stephens JM, Li X, Reiner M, Tzivelekis S. .Annual patient and caregiver burden of oncology clinic visits for granulocyte-colony stimulating factor therapy in the US. Journal of Medical Economics, 19 (5):537-47, 2016
8. Thomas J. Smith, Kari Bohlke, Gary H. Lyman, Kenneth R. Carson, Jeffrey Crawford, Scott J. Cross, John M. Goldberg, James L. Khatcheressian, Natasha B. Leighl, Cheryl L. Perkins, George Somlo, James L. Wade, Antoinette J. Wozniak, and James O. Armitage. Recommendations for the Use of WBC Growth Factors: American Society of Clinical Oncology Clinical Practice Guideline Update. Journal of Clinical Oncology, 33(28):3199-212, 2015
9. Claudia M. Gutschalk, Christel C. Herold-Mende, Norbert E. Fusenig, and Margareta M. Mueller. Granulocyte Colony-Stimulating Factor and Granulocyte-Macrophage Colony-Stimulating Factor Promote Malignant Growth of Cells from Head and Neck Squamous Cell Carcinomas In vivo. Cancer Research, 66:8026-36, 2006
10 Nina Yoo, Ha-Reum Lee, Su-Hyun Shin, Ki-Young Sohn, Heung-Jae Kim, Yong-Hae Han, Saeho Chong, Sun Young Yoon and Jae Wha Kim. PLAG (1-palmitoyl-2-linoleoyl-3-acetyl-rac-glycerol) augments the therapeutic effect of pegfilgrastim on gemcitabine-induced neutropenia. Cancer Letters, in press